全国咨询热线:023-68689110
13667668868
13667668868
咨询热线
13667668868
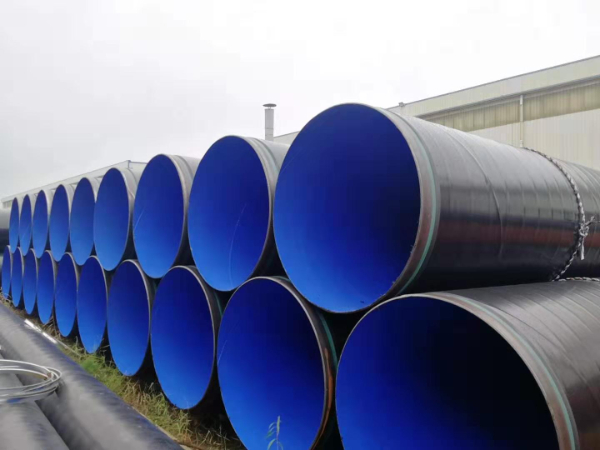
排水用螺旋焊管焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取最大值,薄壁取最小值。焊透度不佳。内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。 为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场。咬边。咬边是沿着焊缝中心线在焊缝边部出现V形沟槽。咬边是在焊速、电流、电压等条件不适当的情况下产生的。其中焊接速度太高要比电流不适合更容易引起咬边缺陷。
排水用螺旋焊管焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取最大值,反之取最小值;大电流、低焊速堆积厚度取最大值,反之取最小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半镇静钢或镇静钢还明效的。其次,焊缝表面和焊剂的清洁与干燥也是很必要的。
排水用螺旋焊接钢管焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以使焊缝金属缓慢泠却。埋弧焊可以采用较大的焊接电流。与手弧焊相比,其最大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大型工件的直缝的环缝。而且多数采用机械化焊接。